Preservation society: repair and refurbishment
14 April 2020

The type of crane, the severity of the damage, and the overall value of the crane all have a bearing when considering whether or not to repair and restore an old or accident-damaged crane. These variables mean that the market, particularly for total rebuilds, is not easy to define.
Crane restoration and boom repair can offer a second life for some cranes models while lowering the expenses and downtime of having to completely replace a valuable machine. This is not always the case, however, as Dave Wood president at Washington state, USA-based repair and restoration specialist Wheco Corporation, explains, “Remanufacturing a mobile all-terrain crane doesn’t make much sense because they have shorter useful service lives. Remanufacturing a conventional crawler crane, however, can be a good investment because it can have a very long and useful service life.
“While cranes are in constant need of maintenance and repair it is very difficult to actually define a market for restoration services. It really depends on the age and type of crane and determining its useful service life if remanufactured or restored.”
Specialist services
One approach taken by Medemblik, Netherlands-headquartered crane repair and maintenance company Rusch has been to focus its skillset in a particular area of crane repair. The company started with its roots in the repair and maintenance of offshore cranes. It has since expanded its area of operation and developed its reputation as a crane boom repair specialist, covering both lattice and telescopic booms. Its repair technicians operate globally and are often flown internationally at short notice to carry out emergency repairs.
“Manufacturers are not keen on repairing boom sections as it disturbs the production line and, besides, they do not have the expertise to weld in the highly stressed areas,” says Peter Klaassen, manager of offshore services at Rusch. “As the boom is the most delicate part of the crane we advise crane owners to only use specialists to work on the high tensile steel constructions.”
Rusch says it is able to repair the high-stress areas of booms - including those with a high yield steel quality up to 1100 N/mm2. “Our repair procedure is not only welding but starts with the preparation, full heat input control, welding and non-destructive testing. This guarantees that the boom has the same quality as the original,” says Klaassen. To back this up, Rusch provides a one-year guarantee on its repairs.
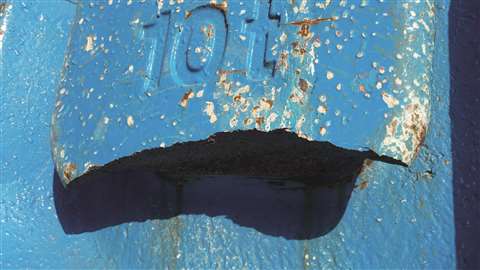
Rusch has also developed a niche repairing damaged counterweights. According to Rusch, damage to a crane’s counterweight is unavoidable and, due to the low quality steel they are made from, repairing them by welding is very difficult with most crane owners buying new units. It says, however, that thanks to its 30 years of repair and refurbishment experience it has been able to develop a special repair technique for this.
Partial versus full rebuilds
From a manufacturer’s perspective Andy Claybrook, senior manager of Encore remanufacturing operations for Manitowoc Crane Care, says he receives more requests from customers wanting a partial rebuilds of a cranes compared to total rebuilds. “Most of the requests for a rebuild seem to be along the lines of refreshing a crane to inspect and test its vital components, replace and rebuild if necessary, and a fresh paint job rather than stripping the crane down to the frame and doing a total rebuild top to bottom,” he says.
One company that does favour full remanufacturing of its old Manitowoc cranes, however, is Lampson International. In 2013 it started one of the industry’s first sustainability programmes remanufacturing its old Manitowoc 4100 and rebranding them as Lampson Millennium 4100s. To date the company has remanufactured 25 Millennium 4100s. Lampson added its Millennium 4600s to the programme in 2017, naming the rebuilt versions the Millennium 4600.
Each crane is stripped down and receives a new hydraulic operating system, a modernised powertrain, new drums, wire ropes, planetary gears, pumps, motors, a larger and more ergonomic operator’s cab, and a new load system, amongst other additions. All the remanufacture work is done in-house by Lampson without any involvement from Manitowoc, although some components are outsourced.
Initially Lampson just intended to remanufacturer the cranes for its own rental fleet but demand meant it are now selling them, too. Kate Lampson, director of strategic communication at Lampson, explains, “Having taken all of the best qualities of the original Manitowoc 4100 and combining them with the efficiencies of modern technology and enhanced safety features, we are opening doors for these older machines to be allowed on jobsites where traditional friction rigs were previously banned. While we intended to simply update our existing rental fleet, the safety features, durability and no free fall capabilities of the Lampson Millennium crawlers, combined with the option of renting a like-new crane at an economical price point caught on and we are now selling these machines.”
Future thinking
And as sustainability issues are increasing becoming serious considerations for manufacturers and end users alike, it is easy to see the appeal of repairing and refurbishing old cranes increasing. Claybrook reports that Manitowoc has seen a significant uptake in inquiries and actual crane rebuilds that it hasn’t seen in several years. “It seems there is a renewed interest in this type of work,” he says.
“I think it all comes down to cost,” Claybrook concludes. “Sometimes a damaged crane can cost more to repair than buying a new one, depending on the extent and type of damage. Cranes that have sustained water damage, for example, can be more costly than typical accidents as water can get into the internal components causing more inspection and repair costs.”
Wood echoes this point, “The critical factors for determining whether to repair or buy new are safety, whether it is more time- and cost-effective to repair, and what the customer wants. Salvage value of the crane may also help determine what direction it goes.”
As we move towards a future where resources and materials are increasingly valued it is easy to understand the appeal of refurbishment rather than replacement. And with companies such as Lampson illustrating how effective full transformations can be, the future for refurbishment services looks bright.

_______________________________________________________________________________________________________________________________________
Repairing a Liebherr LTM 1500 telescopic boom
Rusch carried out the repair of the boom head section of a 500 tonne capacity Liebherr LTM 1500 wheeled mobile telescopic crane. The Liebherr’s boom had been accidentally hit by another crane, damaging its top (No.6) section.
Before starting the repair, Rusch’s crane engineering department thoroughly inspected the section for damage, dents and cracks. A material sample of the original boom was sent to the testing laboratory to ensure that exactly the same type of steel was ordered and a plan of repair was formulated.
The plan of repair covered the heat treatment and welding processes based on a number of things including: the results of Rusch’s Welding Procedure Qualification Record (WPQR); its analysis of the original material; the certificates of steel; non-destructive testing inspections; and welders’ certificates – all of which were enclosed in the plan of repair paperwork.
Based on this plan, Rusch remove the damaged part. Four meters of the top cover and 2.6 metres of the bottom cover were replaced by special high tensile steel (yield strength 960 n/mm2 with a wall thickness of 8 mm). All the welds were inspected with magnetic particle imaging and butt welds were checked by X-ray.
PHOTOS
(Inset) Rusch Crane Repair counter weight damage 1 before.jpg
Rusch crane Repair counterweight damage 1 after.jpg
CAPTION: Rusch has developed a niche repairing damaged counterweights. Before (inset) and after