

A hot topic: how material choice is key in ATS thermal management
Partner Content produced by KHL Content Studio
06 May 2026
Thermal management has become one of the most critical elements of modern exhaust aftertreatment system (ATS) design.
 A detailed view of SaveGuard’s KatPak mats, which offer full integrity for diesel, gasoline and natural gas engines
A detailed view of SaveGuard’s KatPak mats, which offer full integrity for diesel, gasoline and natural gas engines
As emissions limits tighten globally catalyst operating windows and packaging space continue to shrink. At the same time, Tier 1 manufacturers face increasing pressure to deliver reliable thermal performance without adding unnecessary cost, weight or complexity.
In this environment, insulation is no longer an aftertreatment afterthought; material choice can directly influence catalyst efficiency, system durability and the ability to meet regulatory targets.
“As emissions targets have tightened, it’s become more important to keep as much of the heat in the system as possible,” says David Phillips, Technical Director with the multinational ATS specialist Eminox.
From surface protection to performance enabler
“Traditionally, insulation was used to protect certain areas,” he says. “It might have been protecting adjacent components or personnel, where parts of the system were exposed.”
 A quality control techncian tests the integrity of SaveGuard’s thermal management materials at its manufacturing facility in India
A quality control techncian tests the integrity of SaveGuard’s thermal management materials at its manufacturing facility in India
However, the evolution of emissions systems has now made insulation a performance factor rather than simply a protective measure.
“Traditional emission testing cycles were steady state,” Phillips says. “You’d run for a period of time, get to your steady state, take your data and move on to the next point.
“But as emission standards have evolved, they’ve become more transient.”
With that in mind, modern transient test cycles place greater emphasis on the early phases of operation.
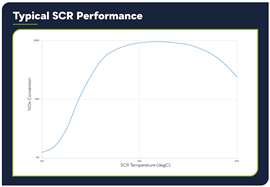
Catalyst light-off
During cold start, aftertreatment components are below their effective operating temperature, so the conversion of emissions is limited.
Phillips explains that “When you start cold, all of the heat you possibly can, you keep inside the system, so you can get catalyst light-off temperatures quicker [these being the minimum temperatures required to initiate the catalytic reactions].”
During cold start, engines continue to produce NOx, but the aftertreatment system cannot convert those emissions until catalysts reach their operating temperature.
Describing the process, Phillips says, “An engine is emitting a certain amount of NOx and, during the cold part of the cycle, that cumulative NOx is continuing to increase.
“Until we hit a threshold where the catalyst can light off and we can start to dose, whatever comes out of the engine is coming out of the tailpipe.”
‘Dosing’, by the way, refers to the injection of diesel exhaust fluid into the exhaust system, to reduce NOx emissions.
The challenge, he says, is “How do we reduce the time between the engine starting and dosing starting?”
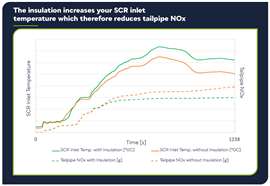
Thermal management plays a crucial role here. Effective insulation helps systems reach operating temperature faster and retain heat throughout the cycle.
Avoiding excessive heat is also important, but, according to Phillips, “More often than not, it’s about getting temperature in and keeping it in the system”.
Insulation versus catalyst
When emissions performance falls short, one response is to increase catalyst volume. While effective, that approach adds cost, weight and packaging challenges.
Thermal management can offer a more efficient alternative.
Phillips highlights the economic reality, saying, “One of the biggest drivers for our customers is cost. You’re always trying to maximise the thermal performance of a system while minimising the cost.
On that note, he says, “The better we can make the insulation, actually the smaller we can make the catalyst.”
However, insulation materials must also survive harsh operating conditions; having great day-one performance, but degrading within the first 100 hours on the vehicle is unacceptable.
 SaveGuard’s state-of-the-art manufacturing facility in India
SaveGuard’s state-of-the-art manufacturing facility in India
As Phillips says, “Exhaust systems are likely to experience water exposure, debris, vibration and temperature extremes, so material durability is essential.”
Temperature cycles
Selecting insulation based solely on peak temperature is a common mistake. Phillips emphasises that thermal behaviour is more complex, saying, “Peak temperature is just one parameter.”
He explains that two applications may share similar peak temperatures yet require different insulation strategies depending on system layout and duty cycle.
For instance, the distance between the engine and the aftertreatment system significantly affects heat retention.
“You could have a very short front pipe where the engine is close coupled. Then you could have a couple of metres of exhaust pipe before you even get to the aftertreatment system.”
These design differences can significantly affect how much heat reaches the catalyst and how much insulation is required.
Avoiding over-engineered solutions
Cost pressures mean insulation must deliver performance without unnecessary material upgrades. One way engineers manage this is through defined temperature excursions – periods during which materials are exposed to temperatures outside of their approved range.
“When we’re specifying materials,” says Phillips, “we always design for thermal excursions.”
This means defining for customers an acceptable short-term limit for a specific material, rather than unnecessarily specifying a higher-temperature material.
As an example, Phillips says, “If a customer has a 700°C application, that might occasionally spike to 800 or 850°C, we wouldn’t need to specify a material that’s 100% stable at 900°C. The higher the temperature at which a material is stable, the more it’s going to cost.”
Packaging constraints
Even when thermal requirements are understood, packaging constraints remain a constant challenge.
Modern vehicle platforms tend to leave very little space for additional components, including insulation, and catalyst dimensions and overall system layouts are defined before insulation design begins.
“Normally the requirement is you’ll have a catalyst diameter…then a very limited space beyond that,” Phillips says.
Engineers must therefore maximise insulation performance within extremely tight allowances.
Real-world conditions and durability
Choosing the right material depends heavily on having accurate thermal data, but obtaining reliable temperature profiles early in development can be challenging.
 Dave Phillips, Eminox Group Technical Director
Dave Phillips, Eminox Group Technical Director
Thermal management decisions can have a significant effect on lifecycle costs as well as performance.
Under-insulating a system may delay catalyst light-off and compromise emissions performance during testing. Over-insulating can increase system temperatures unnecessarily and raise costs.
The biggest lifecycle impacts often arise when insulation decisions are made late in development. Also, once programmes are underway, design changes may require additional testing or revalidation – extending development timelines and increasing costs.
Phillips notes that customers often have “their own protocols…their own test procedures.” As a result, suppliers frequently need to demonstrate performance repeatedly during development.
“Sometimes, you have to go through their development journey with them to prove out established technology,” he says.
Regional priorities and cost pressures
The inherent challenges of thermal management are broadly similar worldwide, but regional priorities can influence how solutions are evaluated.
Cost sensitivity may be especially pronounced in India, while compliance and regulatory alignment will likely be stronger drivers in markets such as Europe and the US.
However, Phillips emphasises that cost considerations remain universal.
“We consider everything with every customer to be cost sensitive,” he says.
Ultimately, the goal is consistent across regions. “For us that means the lowest cost to meet or exceed the requirement of the customer.”
A system-level design decision
As emissions regulations evolve and aftertreatment systems become more complex, thermal management will remain central to ATS design.
Material selection sits at the core of this challenge. Choosing insulation materials based on real duty cycles, accurate thermal data and system-specific constraints allows engineers to optimise emissions performance while controlling cost and complexity.
Treating insulation as a late-stage addition can introduce avoidable development risks and delays.
In modern ATS design, thermal management is not simply about shielding components from heat. It is about controlling heat precisely enough to ensure emissions compliance, durability and cost efficiency throughout the life of the system.
And increasingly, that begins with selecting the right material.
--------
This article was produced by KHL Content Studio, in collaboration with experts from Eminox Group of Companies
--------
All images courtesy of Eminox
--------
