

Redefining the cost of emissions compliance
Partner Content produced by KHL Content Studio
17 June 2026
As global emissions regulations become both tighter, and the development of alternative fuels leads inevitably to a more fragmented market, OEMs and specialist equipment manufacturers are tasked with achieving compliance without allowing costs to spiral.
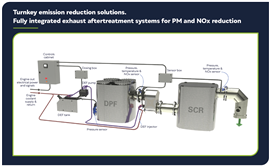
 A harmonised engine and aftertreatment system is a means to achieving operational value from construction equipment
A harmonised engine and aftertreatment system is a means to achieving operational value from construction equipment
That means, as much as possible, keeping both engineering complexity and programme risk to a minimum.
While emissions compliance is mandatory, the way that is delivered has become a significant differentiator for OEMs.
Today, the lowest cost of acquisition in emission control has less to do with the upfront price of an exhaust aftertreatment system; it is more determined by factors such as integration, validation, development timelines, durability and long-term service requirements.
According to David Phillips, Technical Director at multinational aftertreatment specialist Eminox, OEMs are now far more aware that emissions programmes are complex system-level challenges.
“Normally you’re not just taking an existing engine and saying, ‘we’ll drop an aftertreatment onto it,’” he explains. “You marry the aftertreatment and the engine together. The choices you make in the engine – the fuel system, turbo configuration, EGR strategy – all define the engine-out emissions, and that directly affects what the exhaust system needs to look like.”
Those interactions shape everything from catalyst technologies and precious metal loadings to diesel particulate filter (DPF) size, soot storage capacity and service intervals. The result is that every decision within the powertrain has implications elsewhere in the system.
For OEMs, this has fundamentally changed how emissions programmes are approached.
From components to systems
Historically, emissions hardware was largely treated as a separate component. Today, most manufacturers recognise that emissions performance is the outcome of a fully integrated system.
 Dave Phillips, Eminox Group Technical Director
Dave Phillips, Eminox Group Technical Director
“They’re thinking end-to-end now,” says Phillips. “From the air entering the engine right through to the tailpipe. And all these elements can influence cost, fuel consumption, maintenance intervals or the user experience.”
This shift has also changed how development teams are structured. Increasingly, OEMs are creating dedicated system integration groups that model and simulate different engine and aftertreatment combinations early in the programme.
“Ideally, they will have run through scenarios before they start physical development,” Phillips explains. “As a team, they need to be looking at everything and simulating all of the eventualities so, before they start a new engine programme, they’ve effectively tested everything on paper or in simulation.”
Even with more sophisticated planning tools, however, cost pressures often appear later in development.
Why problems often appear at the end
In many emissions programmes, budget overruns and delays occur toward the end of the process, when launch deadlines are approaching and engineering teams must resolve remaining issues quickly.
“It’s almost always at the end,” Phillips says. “That’s when you’ve got a target date and suddenly you start adding resources or spending more money to solve problems.”
Ideally, those resources would be invested earlier in the programme to avoid last-minute complications. In practice, competing priorities often prevent that.
“You might say you’re going to ring-fence resources for something coming in three years’ time,” he explains. “But if there’s a problem today that’s affecting production, people naturally move to that. By the time the emissions programme becomes urgent, you’re already under pressure.”
Development speed therefore becomes a critical factor in programme cost.
“Ultimately, time is money,” says Phillips. “The faster you can design, prototype and test systems, the lower the cost tends to be.”
However, development timelines are rarely determined by aftertreatment suppliers alone; they are often constrained by the pace of the wider engine programme.
“We might be able to design and build an exhaust system quite quickly,” he says. “But the engine team may still be testing different hardware combinations. So the pace is usually dictated by the whole programme rather than one part of it.”
The hidden cost of validation and field performance
 Laboratory testing is valuable, but no substitute for data gathered from machines operating in the field
Laboratory testing is valuable, but no substitute for data gathered from machines operating in the field
Even when emissions systems reach production successfully, unforeseen costs can still emerge once equipment is operating in real-world conditions.
Warranty exposure is one example.
“There are always unexpected issues,” Phillips says. “That might be thermal behaviour, or a use case that you simply didn’t anticipate.”
To reduce those risks, many OEMs now closely monitor the first machines deployed in the field.
“They follow the early units very closely,” he explains. “They’re collecting data, understanding how customers are actually using equipment and identifying anything unusual before you have large volumes in the field.”
These early observations often lead to design refinements during the first year of production.
Another key area is validation testing. Laboratory testing can explore extreme operating conditions, but it cannot fully replicate real-world usage.
“There’s never a complete replacement for field validation,” Phillips says. “But field testing alone can also be quite specific. You may not see all the different perturbations or hit the corner points, to get a complete picture.”
To address that uncertainty, engineers frequently test systems at the edges of their operating envelope.
“You look at worst-case scenarios,” he explains. “If you take the worst-case components and the worst-case environment, will the system still survive?”
The scale of the programme often determines how far that testing goes. High-volume products require greater confidence because even small design decisions can multiply across thousands of units.
“If you’re producing a large number of systems, every bit of cost matters,” Phillips says. “But equally you can’t afford failures in the field.”
Integration versus bolt-on solutions
While integrated development is generally preferred, there are still situations where emissions systems must be added to existing engines rather than developed alongside them.
 An Eminox close-coupled exhaust aftertreatement system
An Eminox close-coupled exhaust aftertreatement system
“Eminox regularly receive requests for ‘bolt on’ exhaust systems and we have a range of solutions in our portfolio to support those customer needs, Phillips says. “Sometimes the customer already has an engine and doesn’t want to change it, or the cost of redesigning the engine would be too high.”
In those cases, engineers must adapt the aftertreatment system to fit the existing architecture.
“There are always compromises,” he acknowledges. “But sometimes it’s the commercially sensible thing to do, especially for lower-volume applications.”
Regional differences in regulation
Adding further complexity is the fact that emissions regulations differ significantly across global markets.
In Europe, the direction of increasing regulation has remained relatively consistent, giving manufacturers clearer long-term targets. By contrast, the US has a more fragmented regulatory environment, with approaches differing widely, from the relatively soft federal rules to the tight controls of the California Air Resources Board (CARB).
“CARB tends to be more aggressive,” Phillips notes. “Other states may choose whether to follow that or the federal EPA [Environmental Protection Agency] approach.”
Emerging markets such as India also present unique challenges.
Phillips says, “The regulations are progressing, but the timelines can move. In some sectors there’s strong momentum, while in others the industry needs more time to adapt.”
Despite these regional variations, one factor remains consistent: cost is always central to the conversation.
“The cost discussion is the same everywhere,” Phillips says. “What changes is the application and the application architecture.”
Choosing the right system
One of the most common pitfalls in emissions development, Phillips argues, is focusing too heavily on individual components rather than the overall system.
“It’s not just about choosing the best components individually,” he says. “You want the components that work together in harmony.”
In reality, combining the most advanced hardware in every category can sometimes simply increase cost without improving performance.
“If each specialist pushes for the best part in their area, you can end up with a system that’s over-engineered, over budget and potentially under-optimised,” he explains.
Instead, success often lies in balancing performance, durability and cost across the entire system.
Reducing complexity to reduce cost
The challenge for OEMs navigating these regulatory and technical landscapes is to combine minimising component prices with reducing integration challenges, shortening development cycles and ensuring that systems perform reliably throughout their lifecycle.
That’s no mean feat and requires a holistic view of emissions control that connects engineering, validation, manufacturing and service considerations.
“Even though OEMs understand aftertreatment very well today,” Phillips says, “there’s still real value in working with exhaust system integrators to optimise the whole system, making sure the engine and aftertreatment are fully integrated.”
Ultimately, the lowest cost of acquisition is achieved not by cutting engineering effort, but by applying it in the right places.
As emissions standards continue to evolve worldwide, manufacturers that embrace this system-level approach will likely be better placed to deliver compliance efficiently and sustainably.
--------
This article was produced by KHL Content Studio, in collaboration with experts from Eminox Group of Companies
--------
All images courtesy of Eminox
